
 0635-8861618
0635-8861618
 189-5445-9993
189-5445-9993
+
 微信號:18365788889
微信號:18365788889

微信號:18365788889
0635-8861618
189-5445-9993
微信號:18365788889
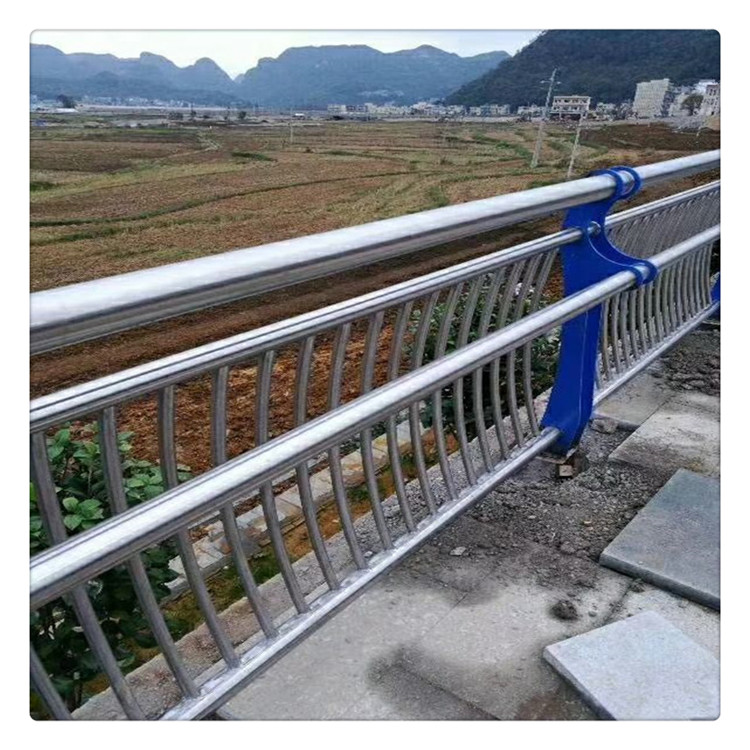
不銹鋼復合管橋梁護欄在什么條件下用氬弧焊?
由于不銹鋼導熱系數小,且焊接時高溫停留時間不宜太長,所以,焊接復合層時,應選擇熱輸入量 小的焊接方法.同時,由于不銹鋼復合管的焊接順序為先焊復合層,后焊基層,所以,復合層的焊接質量是整個焊接過程中最為重要的,故應考慮采用焊接質量高的焊接方 法,是復合管復合層最為理想的焊接方法。
由于復合層和基層之間不易熔焊在一起,所以在組對前,首先進行封焊。封焊應選用熱輸入量小的焊接方法,所以,對于封焊,我們仍果用手工鎢極氬弧焊。對于過渡層,其熔敷金屬成分復雜,為了使合金濃度梯度不太大,應選擇熱輸入稍大一些的焊接方法,則我們綠洲工作人員采用焊條電弧焊進行焊接。由于基層材質為碳鋼,是一種常見的材質,焊接工藝成熟,所以對于基層的焊接采用焊接電弧焊,以提高焊接施工效率。復層的焊接打底層采用單面焊雙面成型焊接工藝,焊接位置一般為水平固定,焊接難度較大,打底層的焊接是復合管得接質量要求最 高的工序,焊工必須具有過硬的技術水平和高 度的責任感。
焊前必須對管子內部、焊縫背面充99.99%的氬氣一段時間用氣體氧含量測試儀從坡口間隙出處深入抽取氣體測量管子內部氧含量,當氧含量低于 50ppm時開始為了保證底層焊接質量,采用鎢極靠弧焊進行自下向上對稱焊接,焊接前將封;焊層焊遭打磨平整。采用氫弧焊焊接,復層不銹鋼純邊為1. 5--2.0mm,焊槍瓷管噴口直徑為10mm,鎢絲直徑為2-3mm,焊接電流為80-100A,氬氣流量為8-12/min,焊接電流為正極,焊后進行全 面檢查,不允許有夾渣、裂紋、氣孔、未焊透、未熔合等缺陷存在,或X射線檢查后,方可進行下道主序焊接。過渡層的焊接過渡層是復合管熔敷合金成分最為復雜的焊層,如果焊接參數選用不當,容易造成熔敷合金濃度梯度過大,從而影響接頭的防腐蝕性能接。焊接時采用焊條選用A302,規格為φ2.5mm,選焊接電流為70-90A,焊接電流為直流正接。過小的焊接電流易造成層間未熔合及熔敷含金梯度過大,過 大的電流易將根部燒穿。填充和蓋面層來用焊條電弧焊,來用多層多道焊方法,層間溫度保持100℃以下。焊接從底部開始,分左、右由下向上焊接,蓋面焊接要 盡量減少咬邊缺陷,如果產生,用砂輪磨掉進行修補。焊接過程要逐層檢驗,清理干凈焊渣及飛轆,發現缺陷立即清理或返修。焊接完成后清理表面焊渣和飛濺。
對于內襯不銹鋼復合管焊接時,先對破口進行封底焊接,便復層與基層不會脫離,封底焊接可接增加接頭不銹鋼層的厚度,使接頭對錯邊,氣孔等缺陷不敏感,增強耐 蝕能力.采用.弧焊封焊、打底和熱焊、孚電弧焊填充和蓋面的焊接方法,在適當的工藝參數,并采取適當的工藝措施,可保證接頭的性能。





 網站首頁
網站首頁
 產品中心
產品中心
 添加微信
添加微信
 電話咨詢
電話咨詢